Pre-Bond Surface Activation & QC
Plasma Treatment Verification for Reliable Adhesive Bonding
Confirm plasma or corona surface activation actually took, and hasn't already decayed, before you commit an adhesive bond, so a weak bond from under-treatment or treatment aging gets caught before assembly, not after a failed joint.

Written by
Gurdeep Singh Saini
Holds a BASc in Mechanical Engineering (Ryerson) and an MASc from York University. He focuses on the custom AI behind the instrument.
COO at Droplet Lab
Read More
Technical Review by
Droplet Lab Team
Droplet Lab builds precision instruments and software for surface science measurement, specialising in contact angle analysis and surface tension characterisation. Used by researchers across materials science, pharmaceuticals, coatings, and advanced manufacturing, Droplet Lab's Dropometer has contributed to studies published in peer-reviewed journals including Advanced Functional Materials (Impact Factor 19). The team combines instrument engineering with deep domain knowledge in wettability science with a focus on practical accuracy.
Read More
Reviewed By
Droplet Lab Team
Droplet Lab builds precision instruments and software for surface science measurement, specialising in contact angle analysis and surface tension characterisation. Used by researchers across materials science, pharmaceuticals, coatings, and advanced manufacturing, Droplet Lab's Dropometer has contributed to studies published in peer-reviewed journals including Advanced Functional Materials (Impact Factor 19). The team combines instrument engineering with deep domain knowledge in wettability science with a focus on practical accuracy.
Validated Measurement Approach
Independent benchmarking and publication-based validation references.
Benchmark Validation
Dropometer contact angle and pendant-drop surface tension methods have been benchmarked against KRÜSS DSA100E reference measurements. The instrument is referenced in peer-reviewed journals including Bioactive Materials (Impact Factor 20) and Advanced Functional Materials (Impact Factor 19).
See peer-reviewed validationPublication Evidence
Our instruments are referenced in peer-reviewed journals, theses, and conference publications.
Browse citationsSample Pre-Bond Screening: Treatment Activation and Decay Tracking
Representative output format. Values are illustrative, not a universal specification.
Actual measurement output
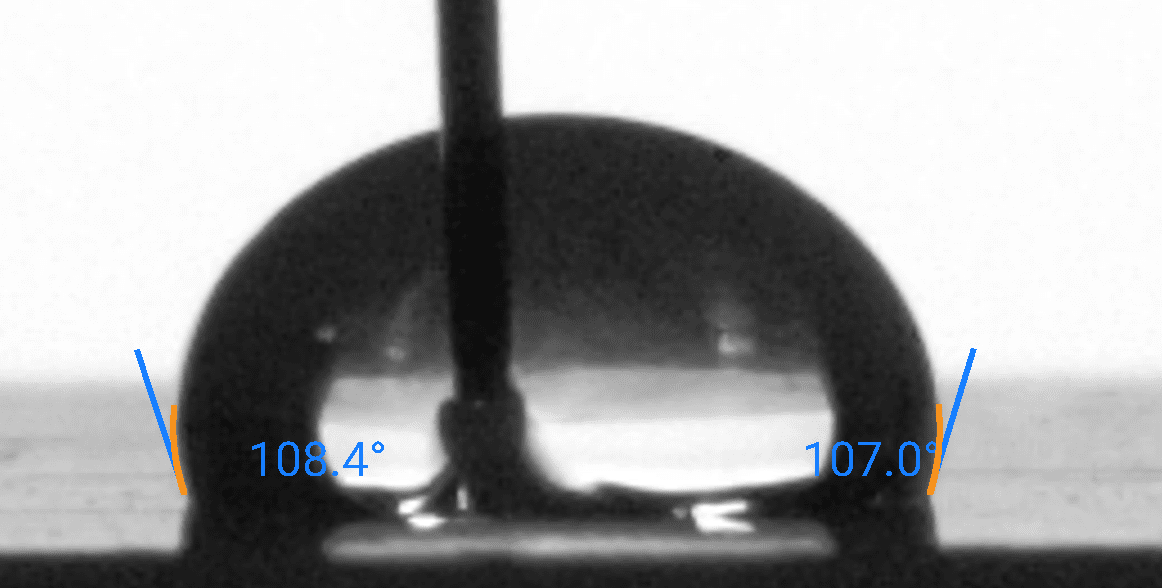
Dropometer contact angle measurement on a plasma-treated substrate, tracked from immediately post-treatment through a queued treatment-to-bond interval. This is the type of output used to decide whether a part proceeds to bonding or needs re-treatment.
The immediate post-treatment reading establishes the PASS baseline. Four hours later, the contact angle has risen modestly, still comfortably within a typical PASS band. By 24 hours, the rise is substantial enough to warrant a MONITOR decision, this part may still bond acceptably, but only if your own validated decay window extends that far; if it doesn't, treat it as a hold. By 72 hours, the surface has largely reverted, a FAIL decision and a re-treatment, not because anything went wrong at the treatment step, but because too much time passed. This output would be included in the pre-bond release record used to decide whether a part proceeds.
Report a correction
Spotted an issue in this summary? Send a correction request and our team will review it.
Correction Request
We work hard to keep this standards summary accurate and up to date. If you spot an error (wrong revision/year, missing requirement, incorrect interpretation, or broken link), tell us and we'll review it.
Contact us to report a correctionSources
1.
Aging of Plasma-Activated Polyethylene and Hydrophobic Recovery of Polyethylene Polymers. Polymers (MDPI), 15(24), 4668 (2023). https://doi.org/10.3390/polym15244668
2.
Analysis of time-dependent hydrophobic recovery on plasma-treated superhydrophobic polypropylene using XPS and wettability measurements. Scientific Reports (Nature), 14 (2024). https://www.nature.com/articles/s41598-024-72573-y
3.
ASTM D2578-17, Standard Test Method for Wetting Tension of Polyethylene and Polypropylene Films. https://store.astm.org/standards/d2578
4.
Chen, X. et al. Contact angle measurement with a smartphone. Review of Scientific Instruments, 89, 035117 (2018). https://pubs.aip.org/aip/rsi/article-abstract/89/3/035117/368179/Contact-angle-measurement-with-a-smartphone
5.
Fabrico. The Cost of Poor Quality (COPQ) in Manufacturing: 2026 Guide. https://www.fabrico.io/blog/cost-of-poor-quality-copq-manufacturing-guide/
6.
Making Strategy Happen. The Cost of Quality: The 1-10-100 Rule. https://www.makingstrategyhappen.com/the-cost-of-quality-the-1-10-100-rule/