Who
US-based manufacturer specialising in high-performance polymer extrusion and custom tubing solutions, serving medical, aerospace, automotive, and industrial sectors.
US-based manufacturer specialising in high-performance polymer extrusion and custom tubing solutions, serving medical, aerospace, automotive, and industrial sectors.
Their analog contact angle tool, a manual protractor; introduced 5–10° of operator-dependent variance in surface energy readings, risking downstream adhesion failures and eroding partner confidence in QC documentation.
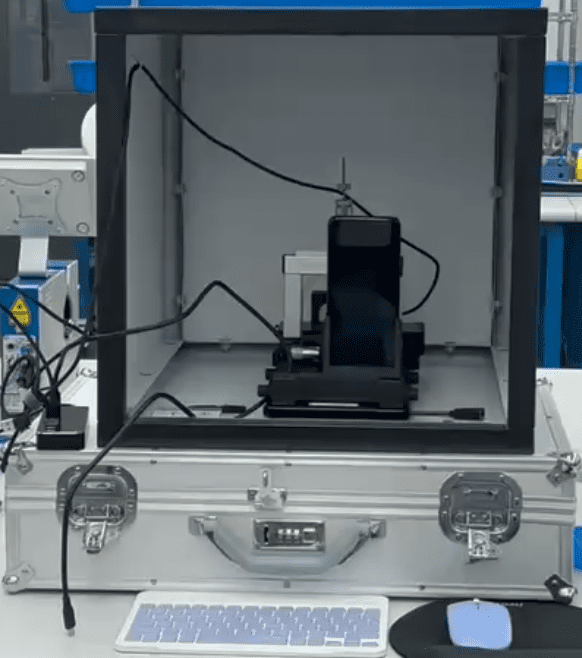
Droplet Lab's smartphone-based goniometer system, validated against KRÜSS DSA100E reference measurements and benchmarked in peer-reviewed studies.
4 months from first contact to continuous 24/7 production use.
Variance reduced from ±5–10° to within 0.01% error. Five instruments deployed; Gage R&R study completed and passed. Factory staff now consistently produce lab-grade data.
Polymer extrusion / custom tubing manufacturing
Medical, aerospace, automotive, and industrial sectors
In-process inspection
Factory floor inspectors, running 24/7 shifts across multiple plants, with no advanced training in optics or surface science.
Polymer tubing extrusions
Minimal workflow disruption; 24/7 operability; high repeatability; multi-facility scalability
In one of the company's plants, contact angle measurement, the primary method for assessing surface energy on tubing was performed with an analog protractor. Inspectors manually aligned the midpoint of a sessile water droplet to estimate the angle by eye. No digital capture. No audit trail. Results depended entirely on the individual reading the scale.
A 5–10° measurement error in contact angle is not a rounding issue; it is a material behaviour question. Poor surface energy readings translate directly into adhesion failures, compromised tubing functionality, and QC rejections that ripple into the downstream processes of the medical and aerospace customers depending on consistent product specification. Beyond the production floor, every QC report sent to a partner carried the implicit uncertainty of a method that could not be independently verified. The company needed a way to eliminate that uncertainty without restructuring who does the testing.
Droplet Lab's smartphone-based goniometer system, using the Young-Laplace method for contact angle measurement. The system's measurement approach has been benchmarked against KRÜSS DSA100E and cited in peer-reviewed publications. A custom tube holder was engineered by Droplet Lab's hardware team to accommodate the client's specific tubing geometry.
Rollout Timeline (high level)
Client contacted Droplet Lab via website; multiple tubing samples shipped for baseline assessment and method comparison against existing analog process.
Five instruments purchased and delivered to primary facility; custom tube holder shipped; factory staff onboarded on test workflow and handling procedures.
24/7 production use generates continuous feedback; ML model retraining, lighting redesign, and ERP integration all initiated based on real-world data from this site.
Young Laplace Method
100+ samples across 3 operators
Gage R&R study completed
Measured Outcomes
From ±5–10° (manual estimation) to within 0.01° error rate; a reduction in variance of at least two orders of magnitude
Study completed across 3 operators; instrument passed
5 instruments at one facility; continuous 24/7 use for 3+ months with no operational downtime reported
Operational Outcomes
Factory floor inspectors not lab technicians now consistently produce lab-grade surface energy data as part of standard in-process QC.
The client can provide partners with detailed, traceable, instrument-grade QC documentation rather than operator-estimated readings; a material shift in the credibility of their QC reports.
Continuous production use at scale is generating real-world data that directly informs ML retraining, hardware refinement, and the ERP integration roadmap; making this site an active development partner, not just a customer.
"Overall, we've been very impressed. It's been working really well and we really have enjoyed using it. It's a bit different than what we're currently using. It's much more technologically advanced than how we currently do it, which is good. Also, I wanted to let you know we completed our gage R&R study on the unit we have and it performed very well. We’ve been happy with the machine learning add in too, it saves a lot of time on measurements."— Corporate Quality Engineer, Development