Primary outcome — operator variance
matched to a KRÜSS DSA100E reference
Before
±5–10°
After
reproducible
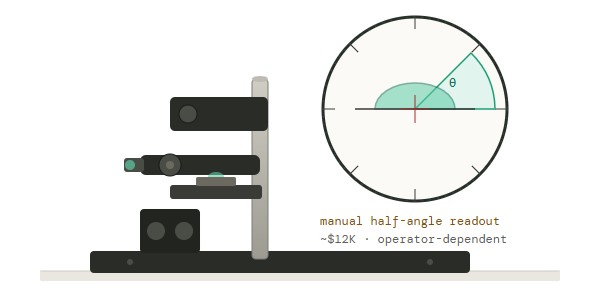
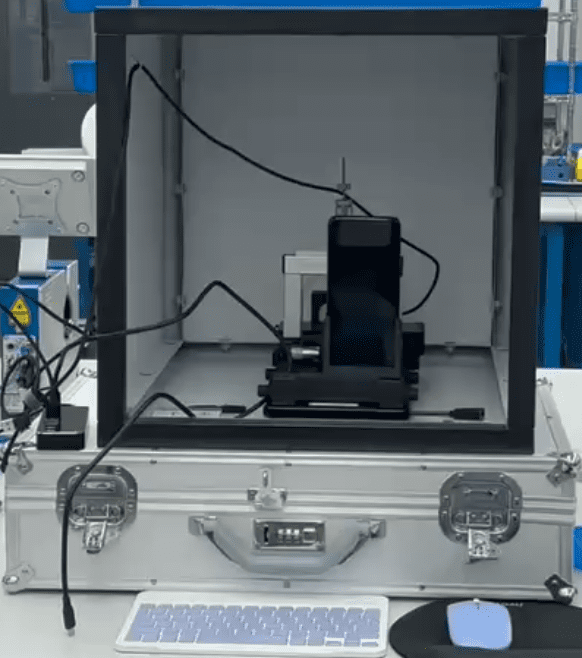
Reading a ~$12K benchtop optical goniometer by hand carried 510 of operator-dependent spread. Droplet Lab's $5K smartphone-based system removed that spread. Readings became consistent across operators, matched a KRÜSS DSA100E reference, and passed a Gage R&R study across 3 operators and 100+ samples. Reported resolution: 0.01, the same spec as the DSA100E.