Print Quality and Ink Adhesion
Ink Adhesion and Abrasion Testing on Film: Stop Ink Rub-Off and Smudge Failures
Control ink adhesion, abrasion resistance, and rub performance on plastic film by measuring surface energy, wetting, and process variability, before printing begins, not after a failed rub test.

Written by
Gurdeep Singh Saini
Holds a BASc in Mechanical Engineering (Ryerson) and an MASc from York University. He focuses on the custom AI behind the instrument.
COO at Droplet Lab
Read More
Technical Review by
Droplet Lab Team
Droplet Lab builds precision instruments and software for surface science measurement, specialising in contact angle analysis and surface tension characterisation. Used by researchers across materials science, pharmaceuticals, coatings, and advanced manufacturing, Droplet Lab's Dropometer has contributed to studies published in peer-reviewed journals including Advanced Functional Materials (Impact Factor 19). The team combines instrument engineering with deep domain knowledge in wettability science with a focus on practical accuracy.
Read More
Reviewed By
Droplet Lab Team
Droplet Lab builds precision instruments and software for surface science measurement, specialising in contact angle analysis and surface tension characterisation. Used by researchers across materials science, pharmaceuticals, coatings, and advanced manufacturing, Droplet Lab's Dropometer has contributed to studies published in peer-reviewed journals including Advanced Functional Materials (Impact Factor 19). The team combines instrument engineering with deep domain knowledge in wettability science with a focus on practical accuracy.
Validated Measurement Approach
Independent benchmarking and publication-based validation references.
Benchmark Validation
Dropometer contact angle and pendant-drop surface tension methods have been benchmarked against KRÜSS DSA100E reference measurements. Contact angle is measured from 10 degrees to 175 degrees with 0.01 degree resolution, using established surface-energy models including the Equation of State, Fowkes, and van Oss–Good. The instrument is referenced in peer-reviewed journals including Bioactive Materials (Impact Factor 20) and Advanced Functional Materials (Impact Factor 19).
See peer-reviewed validationBrowse citations
Our instruments are referenced in peer-reviewed journals, theses, and conference publications.
Browse citationsSample Pre-Print Contact Angle Log: Multiple Zones, Same Film Web
Representative output format. Values are illustrative, not a universal specification.
Actual measurement output
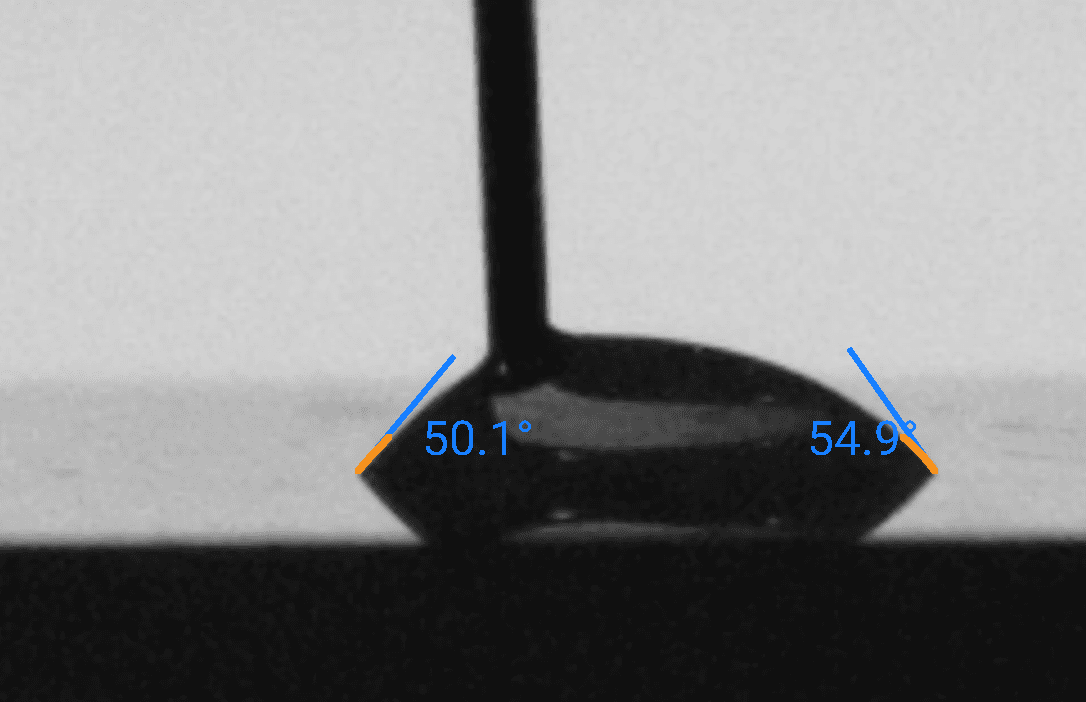
Dropometer contact angle measurement, DI water on nylon film. Left contact angle and right contact angle shown with fitted tangent lines at each contact point and the baseline overlay. Nylon is used here as the closest available film-like substrate from the reference image set; substitute a treated-film-specific image from the image library if available.
Zone C shows under-treatment at the web edge, flagged for treater inspection. Zone D shows elevated angle at a handling point, consistent with contamination. Zone E is the important case, wetting reads within target, but the sample still failed the rub test. That combination points away from the film and toward curing or ink formulation as the likely cause, exactly the signal this workflow is designed to surface.
Report a correction
Spotted an issue in this summary? Send a correction request and our team will review it.
Correction Request
We work hard to keep this standards summary accurate and up to date. If you spot an error (wrong revision/year, missing requirement, incorrect interpretation, or broken link), tell us and we'll review it.
Contact us to report a correctionSources
1.
Enercon Industries. "Dyne Level Does Not Guarantee Surface Adhesion." Source for the ~10-dyne rule of thumb and the point that dyne level is a strong indicator, not a guarantee, of adhesion success. https://www.enerconind.com/plasma-treating/library-resource/dyne-level-does-not-guarantee-surface-adhesion/
2.
ASTM International. F2252/F2252M, Standard Practice for Evaluating Ink or Coating Adhesion to Flexible Packaging Materials Using Tape. The URL below is the F2252/F2252M-13(2018) edition, confirmed in this review as marked "Historical," superseded by the current F2252/F2252M-25 edition. Use this only to confirm the standard's subject and existence; source the current edition's actual URL from astm.org directly before publishing rather than this link. https://webstore.ansi.org/standards/astm/astmf2252f2252m132018
3.
Chen, X. et al. Contact angle measurement with a smartphone. Review of Scientific Instruments, 89, 035117 (2018). https://pubs.aip.org/aip/rsi/article-abstract/89/3/035117/368179/Contact-angle-measurement-with-a-smartphone
4.
Fabrico. "The Cost of Poor Quality (COPQ) in Manufacturing: 2026 Guide." Source for the 15–20%-of-revenue and 10× hidden-cost figures used in the Post-Hero Highlights. https://www.fabrico.io/blog/cost-of-poor-quality-copq-manufacturing-guide/
5.
Making Strategy Happen, "The Cost of Quality: The 1-10-100 Rule." https://www.makingstrategyhappen.com/the-cost-of-quality-the-1-10-100-rule/